
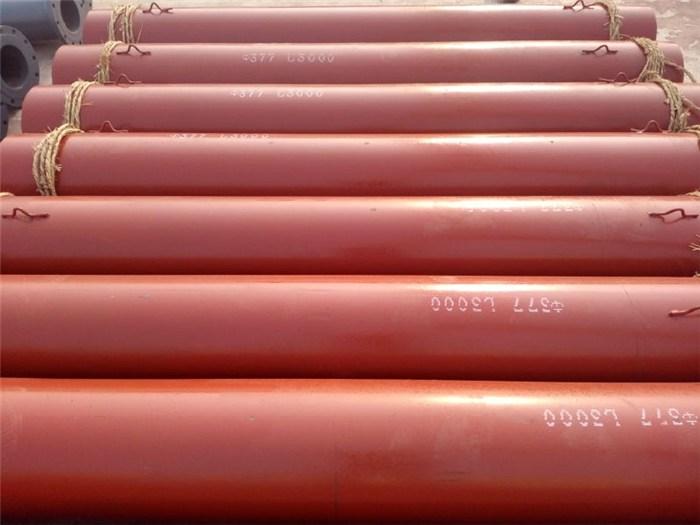
1、耐磨陶瓷弯头硬度高,韧性好,但在搬运、安装过程中要轻搬轻放,避免严重碰撞,特别是避免金属器械直接接触或撞击端面陶层。 2、安装耐磨陶瓷弯头时,管道线要对正,高低要调平,确保两端对准确,两端面错位量要控制在1.0mm以内。 3、采用柔性管接套连接安装耐磨陶瓷管时柔性管接套内两端插入长度要调整对称,由于耐磨陶瓷弯头热胀系数为钢的1/3左右,因此伸缩间隙可减少到3-5mm。 4、采用法兰连接时,其法兰端面须与耐磨陶瓷弯头端面平齐。 5、由于耐磨陶瓷弯头焊接性能优良,因此管道连接方式采用焊接方式进行,在焊接时其坡口采用70°-90°,钝边为2-4mm不留间隙,建议采用小电流焊接。耐磨弯头能得到市场的青睐并不断取代一些传统的防磨材料,根本原因在于其的产品品质,以及在与传统防磨材料,如铸石、铸钢和粘贴陶瓷材料相比所具有的多方面优势。 一、性能比较 1.粘贴陶瓷片 微观缝隙多,质脆易碎,容易局部脱落失效,而且脱落后修补困难。 2.铸钢 铸钢(包括合金钢)广泛应用在防磨领域,其制造工艺相对简单。但由于材料本身性能的局限和工艺的限制,铸钢材料的表面硬度(约55)远低于陶瓷(80以上),耐磨性能仅相当于陶瓷的几之一低,(具体数据参见中南粉末冶金所的磨损试验报告和日本九州工业陶瓷研究所的喷射磨损试验结果),用其制造的弯头有投运一年多就磨穿的情况。此外,铸钢管道厚度大,笨重,且含碳量高,可焊性比较差,需现场对焊缝热处理,给现场的安装维修带来相当大的困难。 3.铸石 以前每个厂的弯头大部分都是使用铸石弯头,这种材料的特点是易碎、开裂,而且磨损面背包,壁厚25-35毫米,有的近40毫米,内侧短时间磨破开裂后,煤粉随着缝隙向外侧磨损,其寿也就只有一个大修期。而且内部常有气孔,易留隐患,一旦磨穿,现场无法修补。
为什么耐磨陶瓷弯头在焊接时要采用小电流焊接
发布时间:2021-07-29浏览次数:36




管理员
该内容暂无评论