
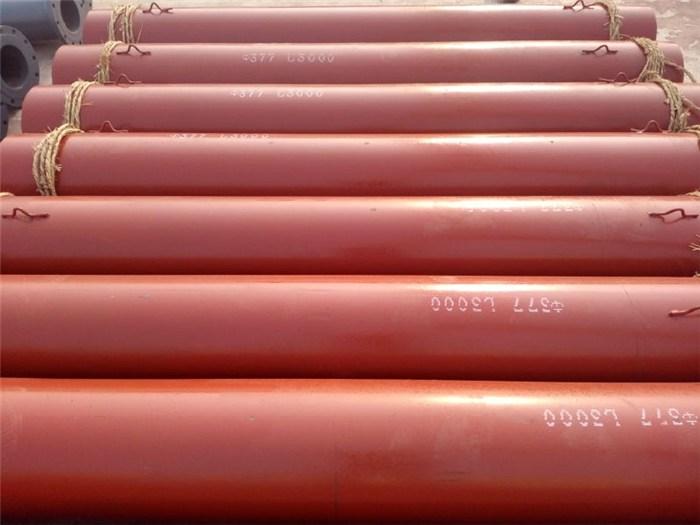
粘贴陶瓷耐磨弯头优势 一.防脱落设计 1.陶瓷片。 耐磨陶瓷片的结构型式为“三面呈压、三面反压、正反弧度”,瓷片与瓷片之间相互镶嵌衔接,具备整体和局部防脱性能。 2.媒体层。 瓷片和钢体之间采用耐高温、高强度、低膨胀系数的无机胶合成剂作为钢体和陶瓷片之间的结合媒体层,长期运行在高温干粉管道中仍然能够保持良好的粘结性能,不发生分层现象。 采用储能焊接工艺将带锥形孔的陶瓷片通过专用耐磨螺栓焊接在钢体上面。 3.焊接固定工艺。 工艺一:直接用耐热钢碗将具备含扣锥形孔的陶瓷片直接焊接在钢体上,然后用带扣陶瓷堵涂胶后封装在陶瓷片的锥形孔上,整体外观全部为陶瓷面。 工艺二:采用储能焊接工艺将带锥形孔的陶瓷片通过专用耐磨螺栓焊接在钢体上面。 二.结构形式 结构一:(碳素钢)+无机胶粘剂+陶瓷贴片+焊接钢碗+带扣瓷堵(如图一)。 结构二:(碳素钢)+无机胶粘剂+陶瓷贴片+焊接螺栓+锥形螺母(如图二)。 三.技术性能 1.耐磨陶瓷片(95型氧化铝耐磨陶瓷) 基本特征:高密度、高硬度、高耐磨,性能仅次于金刚石。 技术参数:1760℃高温烧结而成;权威部门AL2O3含量为95.02%;洛氏硬度≥85(HRA);抗拉强度≥550Mpa;密度≥3.8g/cm;抗折强度≥370Mpa;耐高温:1760℃。 2.结合媒体层(IV型无机胶粘合剂) 基本特征:高粘合力、高防水、耐高温,基于国内高科技研究成果研制。 技术参数:权威检门胶粘接面抗拉强度≥24.2Mpa;260℃下抗拉强度≥18Mpa;胶粘接面剪切强度≥7.08Mpa;耐温:-35~1250℃。 3.焊接钢碗和螺栓(可焊接式防磨耐热钢) 基本特征:防磨、高焊接强度、耐高温、良好的热稳定性。 技术参数:焊接面抗拉强度≥199Mpa;焊接面剪切强度≥32.2Mpa;耐高温:1450℃。 陶瓷贴片耐磨弯头生产流程: 原料→下料→压制→成型→焊接→探伤→坡口
如何采用储能焊接工艺将瓷片焊接在耐磨陶瓷弯头上
发布时间:2021-07-28浏览次数:35




管理员
该内容暂无评论