
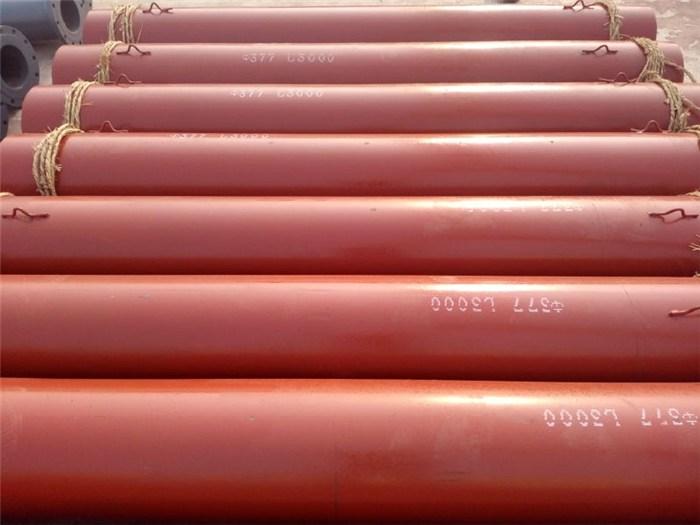
在工业生产过程中,耐磨陶瓷弯头的使用特别广泛,和其他材料相比这种陶瓷制品究竟有哪些好处呢?主要的优势就是耐磨特性较好,我们都知道在冶金和电力部分的运输都具有高磨损性,如果不采用特殊的保护装置肯定会对企业造成严重的损失,而这种陶瓷的内衬层的弯头是那种淬火钢的十几倍,因此为了提高经济效益很多厂家都使用陶瓷的耐磨弯头。
物体之间总会有摩擦,但是这种耐磨陶瓷弯头本身光滑的表面,降低了运行过程中的阻力和效果,并且还能够做到长久过程中不再生锈,并且没有任何凸起和凹陷的部分,这一点比无缝钢管要好很多,通过检验也可以了解到这种材料有很好的光滑度,对于表面粗糙的阻力都能够很顺利地经过,单凭借这一点就减小了运行的费用问题。切忌电极里的铪丝用完后喷铜造成电极和导电嘴短路烧坏割。每只电极里的铪丝约3mm长。喷嘴孔径增大后,切割质量及厚度将严重下降,应立即更换喷嘴!若发现割缝偏斜严重时,应检查喷嘴喷口是否已翻口偏斜。否则应更换喷嘴及电极。值得注意的是;切割表面的粗糙度和切割板材的表面有关;若板材表面较粗糙及不干净、切割移动不均匀,则切口大且表面质量严重下降。电极与喷嘴的使用寿命,与板材的厚度和操作技术有关,在正常情况下,每只电极可连续使用约1小时左右。耐磨弯头焊接性能如果使用好的话,我们会发现经过了焊接工艺和我们任何一种连接方式相比,至少在稳固性方面会要好很多,对于现在的耐磨弯头的实际使用方面其实也是如此。我们可以去好好看下现代的金属弯头的实际使用中有什么样的要求。
耐磨陶瓷弯头的抗腐蚀能力也是优良的,通常来说钢陶瓷表面有特殊的保护层,即使有酸碱等腐蚀的液体经过也不会因此残留液造成污垢。另外在耐高温的特性上也值得推广到各行各业中,即使在长时间的范围内运作,依然可以包成稳定的性能。从其他方面来考虑的话,这种钢管的投入成本也比较低,价格便宜将工程的造价降低了百分之二十左右。接触引弧方法,应先按上按钮,然后喷嘴迅速接触切割耐磨陶瓷弯头,这样更利于引然电弧切割。引弧困难时,可将气压调到下限!减压阀及空气压缩机要经常,切割时不能超速移动,避免耐磨陶瓷弯头未割透引起熔渣及电弧反射,也不能使割速过慢,使耐磨陶瓷弯头红热,影响切口质量。切割停止,应先松开按钮,再提起割。上述规范对电极喷嘴使用寿命有明显的改善。切割时应经常注意气压、电压、电极及喷嘴的使用情况,切忌电极里的铪丝用完后喷铜造成电极和导电嘴短路烧坏割。每只电极里的铪丝约3mm长。喷嘴孔径增大后,切割质量及厚度将严重下降,应立即更换喷嘴!若发现割缝偏斜严重时,应检查喷嘴喷口是否已翻口偏斜。否则应更换喷嘴及电极。
除此之外,这种钢管的重量特别轻,在安装的时候也相对很方便,不管是焊接还是连接都能够轻松地完成,同时减少了安装方面的费用,总体来说对工业生产来说特别划算。罗定市耐磨陶瓷钢管/复合陶瓷耐磨管高低要调平,确保两端对准确,两端面错位量要控制在1.0mm以内。采用柔性管接套连接安装耐磨陶瓷管时柔性管接套内两端插入长度要调整对称,由于耐磨陶瓷弯头热胀系数为钢的1/3左右,因此伸缩间隙可减少到3-5mm。采用法兰连接时,其法兰端面须与耐磨陶瓷弯头端面平齐。由于耐磨陶瓷弯头焊接性能优良,因此管道连接方式采用焊接方式进行,在焊接时其坡口采用70°-90°,钝边为2-4mm不留间隙,建议采用小电流焊接。焊接耐磨陶瓷弯头的应用范围:电厂锅炉制粉系统管道,包括、输粉管道、粗细粉分离器管道,落煤管,燃烧系统的一次风管道、二次风管道、三次管道以及燃烧器管道,除灰排渣系统的排渣管道、回粉管道、干灰输送管道;




管理员
该内容暂无评论