
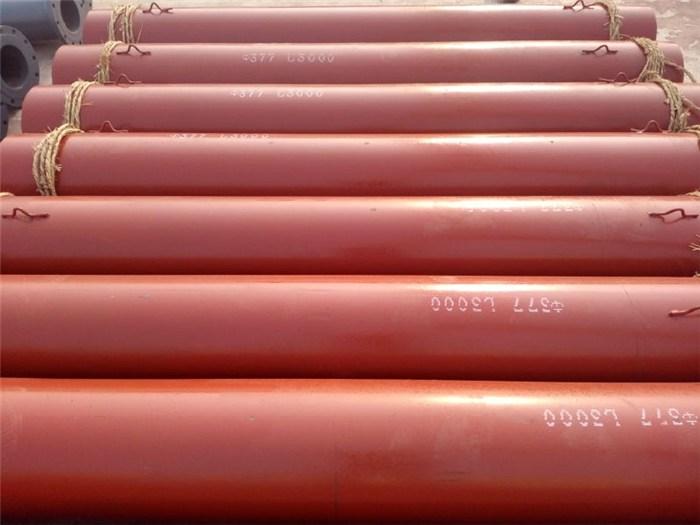
耐磨陶瓷弯头主要用来抵抗混合气流的冲刷磨损对管道的损害,防止混合气流因磨损 而泄漏污染环境,并尽可能的延长管道的使用期限。
耐磨陶瓷弯头的设计、制造和验收原则上采用上现行规范、标准。
供方列出设计、 制造和施工及验收须遵循的标准如下:(供方填写)
1、设计标准:《耐磨管件设计标准》 QB-JSCG-20020601
2、制造标准:《耐磨管件制造标准》 QB-JSCG-20020602
3、施工及验收标准:《耐磨管件验收标准》 QB-JSCG-20020603
4、耐磨陶瓷弯头接口尺寸、外形尺寸、流通界面和其他设计参数应符合需方的要求;要与管道或其他设备有很好的连接,密封性好。耐磨弯管两边要有直管段,并除端口留有一 段用于焊接外,其它部分内壁均应贴陶瓷片,且贴陶瓷片部分与不贴陶瓷片部分要光滑过渡。陶瓷片应平整并形成光滑面。
5、耐磨陶瓷弯头与相应的前后直管段应整体交货,既在现场 直接进行安装而不需预组装。
6、根据工作条件,耐磨陶瓷弯头内衬氧化铝陶瓷片,设计厚度不小于8mm,弯管材料为20号钢材,小厚度10mm,供方所采用氧化铝陶瓷具有高素坯密度、密度分布均匀、晶体结构致密、力学性能和耐磨性能优异等特点,在其提供的文件中列出其品质指标供需方确认。
7、经热割后所需焊接钢件断面或边必须清理除渣。
陶瓷技术要求:
氧化铝含量:≥92%
密度:≥3.9g/cm³
莫氏硬度(MOHS) :≥10
维氏硬度(VICKERS) : ≥1250
洛氏硬度(HRA) :≥85
冷压强度:≥2900MPa
陶瓷厚度:≥8mm
抗弯强度:>320MPa
承受温度:≥350°C
质量要求:
耐磨陶瓷弯头采用虾米节焊接弯头,但必须保证耐磨陶瓷弯头的同心度和整体质量。
为防止使用中振动、冲刷造成瓷片脱落,无论用何种工艺(如直边方块粘贴式、瓷片互压粘贴焊接式等)耐磨陶瓷弯头内壁形成一体,陶瓷应平整并形成光滑面。
1、陶瓷片粘贴后的管段内壁应和不粘贴的管段内壁尺寸一致,粘贴和不粘贴管段内壁应 圆滑过度,不允许有台阶,两块瓷间表面凹凸不超过±0.5mm。
2、耐磨弯头内外表面要光滑,无毛刺,毛边,无裂纹,疏松、气孔或气泡。
3、涂漆要均匀一致、并要明显的标出介质流向。
4、耐磨弯头钢管层要选用符合GB3087-1999标准的虾米弯头,其性能及尺寸偏差要符 合 GB3092,GB38162,GB8163 的规定。
5、上述正常工作条件下,耐磨弯管保证使用2年以上。
6、在耐磨弯头寿命期内,应保证衬里耐磨层不碎裂,长期运行不老化,永久不脱落。
耐热粘合剂技术指标:
抗拉强度:≥10MPa
陶瓷-钢铁剪切强度:≥3MPa
热膨胀系数:≥9*10-6m/m·K
使用温度:>150℃
耐磨陶瓷片粘贴施工需采用无机粘合剂进行。
粘贴材料为耐高温无机粘胶,粘胶应具有良好的抗拉强度和优异的剪切强度。
陶瓷结构:
为达到了耐磨陶瓷不脱落,耐磨陶瓷接缝不拉开,耐磨陶瓷耐磨寿命充分发挥的效果。所有耐磨弯头包括前后耐磨直段均采用拱形的结构形式。
焊接要求:
耐磨陶瓷弯头的焊接需达到或超过下列条件
耐磨陶瓷弯头对接焊缝不允许出现裂纹、气孔、挫疤等瑕疵,所有的焊缝应在足够的强度下运行15000小时以上。




管理员
该内容暂无评论